
一.引言
造纸工业是与国民经济发展密切相关的重要产业,涉及林业、农业、机械制造、化工、电气自动化、交通运输、环境保护等多个行业。目前大多数造纸企业使用多个DC电机驱动每个传动轴,可以实现无级调速。但是由于碳刷的存在,维护起来相当麻烦。随着交流变频控制系统和通信技术的发展,交流变频驱动系统广泛应用于新型造纸机,调速范围广、调速性能好、省电、操作简单。现代造纸机系统采用上位机、PLC、变频器和交流电机来完成造纸机的监控、运行和生产管理。

二.造纸机械设备的组成和原理
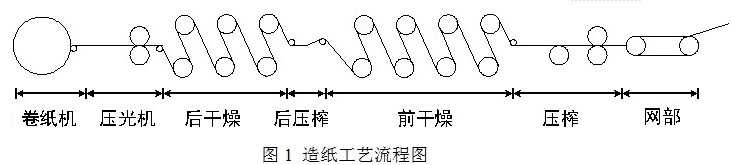
造纸机械由原料设备、制浆设备和造纸机组成。核心部分为造纸机,分为网部、压榨、预干燥、后压榨、后干燥、压光、卷取等。根据纸张形成的顺序。该工艺是将流浆箱输出的纸浆在网部脱水成型,在压榨部压缩使纸层均匀,预干燥干燥,后压榨涂胶,后干燥干燥,压光机压光,最后收卷成母纸卷。造纸工艺流程图如下所示。
快盈lll 三、造纸机电气系统需求分析。
快盈lll 1.造纸机自动化控制的控制要求。
快盈lll (1)起动要求。
快盈lll 在造纸机中,有传递惯性大的部件,如烘缸,需要平稳启动,避免机械连续泵送的损坏。
快盈lll (2)速度要求。
从纸浆到纸张,造纸机需要经过压浆施胶、压榨、干燥、压光、卷绕等多个工段,是一个多单元速度协调控制系统。每一段的速度都有严格的速度比例关系,否则会造成断纸或过度松弛,影响纸张的物理指标,不会稳定纸张的定量控制,影响产品质量。因此,造纸机的每个分支都应该具有高精度和稳定的速度性能。
快盈lll (3)分区调速要求。
在牵引力的作用下,造纸机上的纸张在网区和压榨区产生纵向伸长,并在干燥区继续伸长。当纸的含水量降低时,纸的纵向伸长变形减小。当纸张进入压延机并卷起时,纸张会再次被拉伸。因此,在整个造纸机生产线中,每个分支的速度是不同的,从而可以保持纸幅的张力。同时,造纸机各分支的速度必须可调。这样,可以防止纸幅由于松弛或过度张力而断裂。由于造纸机不需要频繁启动,工艺要求的速度范围也不大,稳速是造纸机电气传动自动控制的主要目标。
2.造纸机的电气控制难点。
(1)造纸机的速度控制。
由于生产过程中各工段输送纸张,根据造纸工艺的要求,保持最后一级张力略大于前一级张力,需要协调控制各工段之间的线速度比,保持这一比值系数的高精度和可靠性,才能保证产品的产量和质量。同时,造纸机的这种速度比例协调关系应在改变速度或停机后保持不变,无需重新调整。每个分区独立控制,具有微升、微降、上紧等灵敏调节功能,便于操作调节前后分区速度差,避免纸张再传输时过度松弛、过紧断纸。
快盈lll (2)主从负载分配控制。
在造纸传动控制中,当多个传动点驱动一个网部或多个传动对象,相互施加压力形成一定力矩并同步运转时,为使各关联传动电机根据自身配置合理承担动力输出,需采用负荷分配控制的形式。如果负荷分配调整不好,整个负荷回路中各传输点的负荷就会失衡,线速就会不同步,无法正常运行。
快盈lll 四.三变频系统控制方案。
1.SKI系列产品的特点。
(1)全系列产品通过ISO9001质量管理体系,全面实现“6S”现场管理,产品稳定可靠;
(2)5.5kW及以上功率标配DC电抗器,降低电流脉动值,提高输入功率因数;
(3)保护功能完善,系统稳定,可靠性高,内置EMC滤波器;
快盈lll (4)超低噪声,载波频率可从1k调整到15k
(5)IGBT结温模型设计和独特的结构设计能更好地适应外部高温高湿环境。
2.系统方案设计。
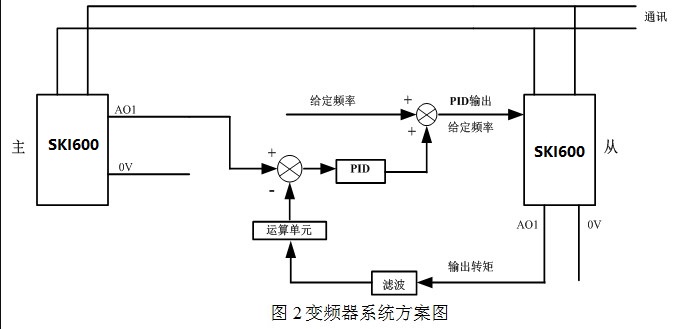
根据造纸机对电机驱动系统的要求,为该系统配置了专用的造纸机变频器进行调速。在该系统中,线材部分的再压缩是主驱动,真空压制是辅助驱动。主驱动采用基本速度控制方式,从驱动采用负荷分配控制。在从动控制中,频率主设定值由内部PID校正,主驱动的转矩输出作为从动PID设定值,从动驱动的转矩输出作为PID反馈值滤波。为了提高控制精度,可以调节PID给定量和反馈量的增益,如200%。这保证了控制精度,提高了系统的稳定性。
快盈lll 3.应用SKI系列产品后,造纸机的系统性能得到明显改善。
(1)SKI系列产品有过流、过压、过热、欠压等多种保护措施,能有效保护电机,从而使设备故障率低;
(2)电机可以软启动启动,减少对电网和设备的影响;
快盈lll (3)电机调速精度提高,速度更平稳,系统稳定性大大提高;
(4)可以自动控制干燥系统的压力和纸浆的流量,提高系统的效率;
(5)低频转矩大,响应快,运行速度精度高,波动小;
快盈lll (6)干燥系统的流量控制器信号和气压信号通过SKI系列产品的模拟信号输出到系统控制器,调节纸浆流量和干燥系统的干燥压力,操作安全方便。
